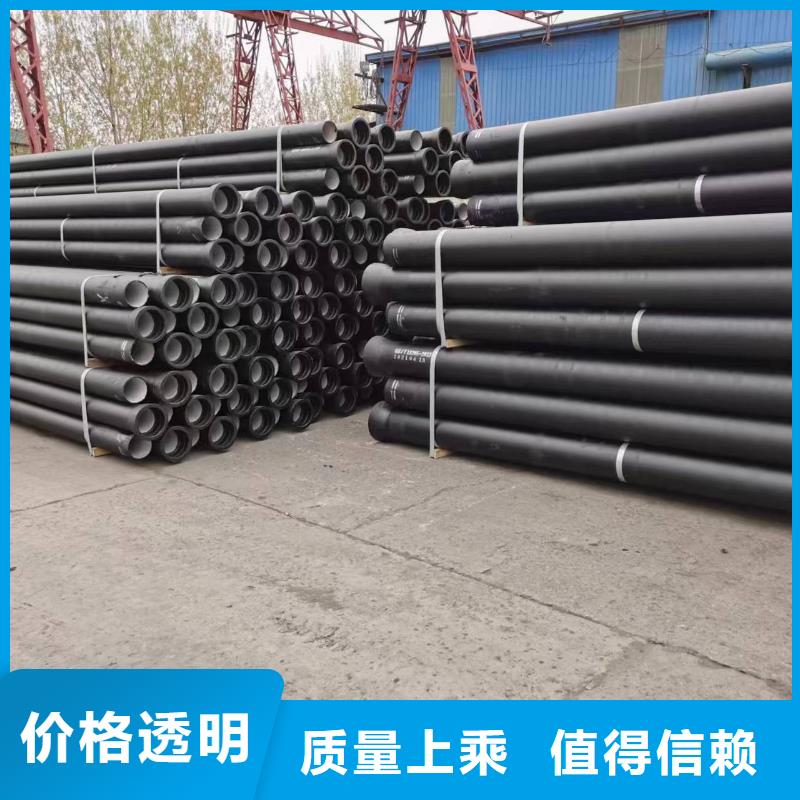


球墨铸铁管厂家DN900球墨铸铁管视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:球墨铸铁管厂家DN900球墨铸铁管的图文介绍
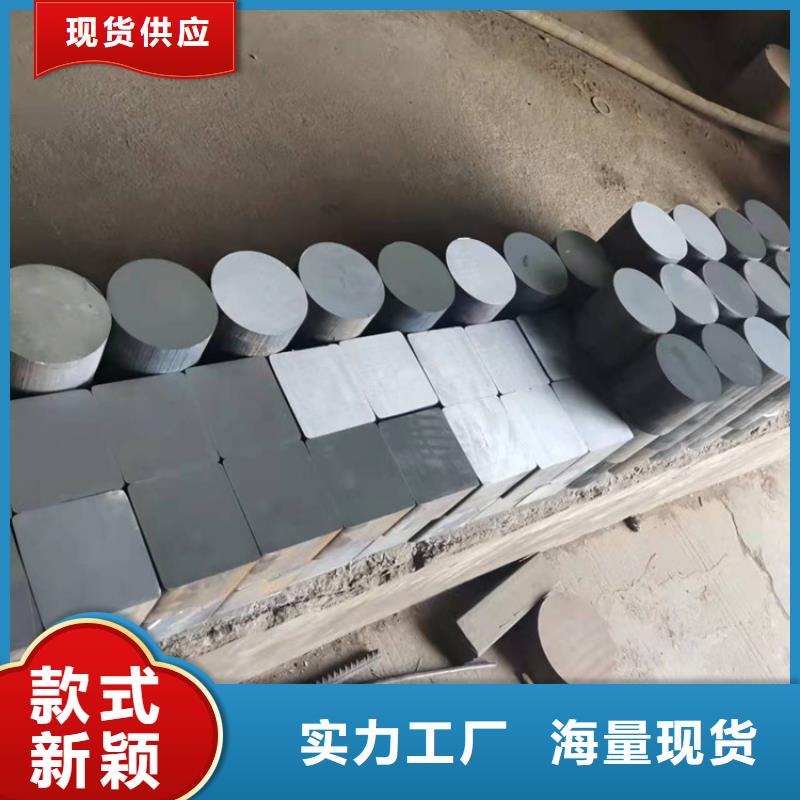
对影响铸态铁素体球墨铸铁型材质量的因素,分析了QT450-10球墨铸铁棒铁素体球墨铸铁件铸态率低的原因,通过调整化学成分、改进二次孕育、降低铁液w(S)量、适当降低球化剂w(Mg)量、延长铸件冷却时间、控制薄壁件的过冷倾向及加强过程控制等方面对工艺进行改进,结果显示:铸态率提高到98%以上,铸态球墨铸铁抗拉强度可达到460~480 MPa,超过了退火件的抗拉强度(410~430 MPa),提高了铸件力学性能.铸态率的提高,不仅降低了生产成本,还缩短了生产周期,减轻了工作量,提高了生产效率.


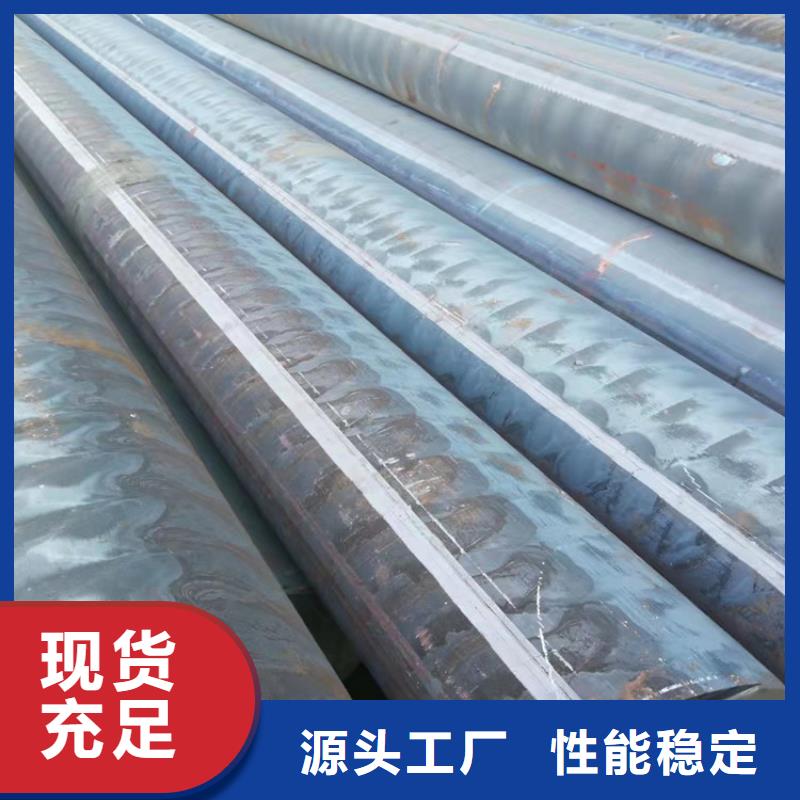
球墨铸铁型材确定可以焊接,这个应该是在一些高强度铸铁设备运用上比较多的,在通常情况下球磨铸铁棒的抗拉强度要偏高,在焊接性上也是要差于灰口铸铁棒的焊接,我们在铸铁设备的抢修上实际上是很难用肉眼辨别是球墨铸铁棒还是灰口铸铁棒的,我们通常会用通用性比较广的WE777特种铸铁焊条焊接,不过仅仅是用于在检修维修运用上,效果确实是好,减少了抗裂的风险及焊条的高强度匹配保证了焊口本身的强度。厂家直销,价格优惠,质量保证,欢迎广大朋友莅临参观指导。



球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件



飞翔铸业有限公司是一家专业生产 甘肃兰州球墨铸铁管件的厂家,主要生产 甘肃兰州球墨铸铁管件等产品。我厂与多家零售商和代理商建立了长期稳定的合作关系。公司品种齐全、价格合理。本公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
我厂本着:“一样的产品质量,我们比价格;一样的产品价格,我们比服务”。“以品质求生存,以信誉求发展,以开拓创市场,以客户为中心。”谨以公平,公正,互惠,互利的原则真诚期待您的垂询。您的成功,您的满意将是我们的z u i大心愿。 我们以挚诚挚信的心期待您的惠顾,以求真求实之情,欢迎您的来电,请给我们一次机会!欢迎到我司参观,指导!



甘肃兰州球墨铸铁型材的球化率是炉前检验球铸铁棒材在其生产过程中是不可缺少的一环,直接关系到球墨铸铁型材的质量。而及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁棒质量。炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。下面飞翔铸造小编就实际生产中常用的炉前检验铁液球化情况来总结的一些经验有以下方法。常见的有表面结皮及火苗判断法。稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。注意的是,当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。


